


Stores Up To 99 Programs

Wire Push, Pull-Back, Gas Testing
In Up To 15 Minutes

RL Torch And Cable Calabration

Compatible With PRO-Grip Control™ MIG/MAG Torches

With Wire View
25.000 PPS Wire Speed Control
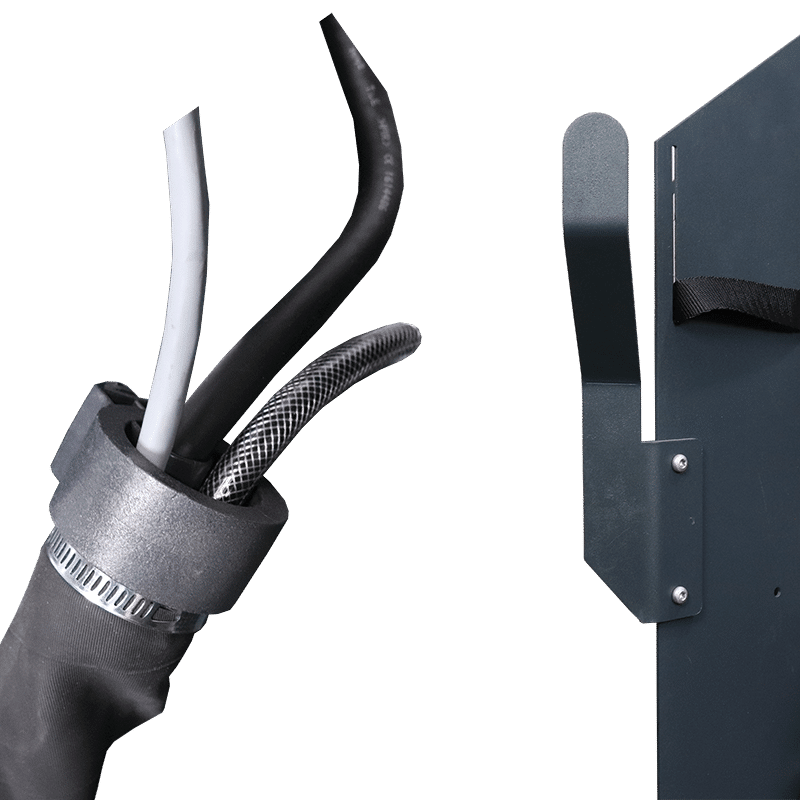
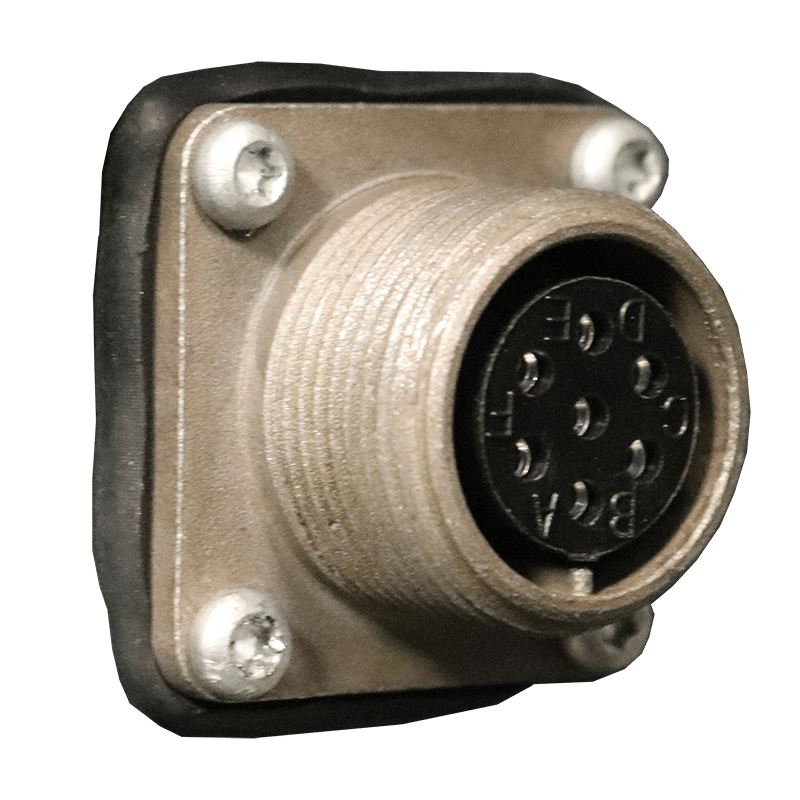
Protects Connections & Extends Cable Life
To Withstand Tough Workshop Environments

OPEN MACHINE IMAGE
Image Shown = Air Cooled Machine with PR Panel
417mm | 16.4"
483mm | 19"
234mm | 9.2"
21kg | 3.3st

OPEN MACHINE IMAGE
Image Shown = Air Cooled Machine with PR Panel
974mm | 38.3"
860mm | 33.8"
532mm | 20.9"
55kg | 8.7st

OPEN MACHINE IMAGE
Image Shown = Air Cooled Machine with PR Panel
1178mm | 46.4"
974mm | 38.3"
532mm | 21"
94kg | 14.8st

OPEN MACHINE IMAGE
Image Shown = Water Cooled Machine with PR Panel
1261mm | 49.6"
970mm | 38.1"
532mm | 20.9"
107kg | 16.8st

Wire Feed Speed
Welding Current
Material Thickness Selection
Menu Selection / Press and Hold Function Settings
Trigger Selection
Material Type Selection / Press and Hold
for Manual Welding
Wire Diameter Selection / Press and Hold for TIG Welding
Shielding Gas Selection / Press and Hold for MMA Welding
Standard Process Selection
Special Process Selection
Menu Selection Press and Hold / Job Settings
Inductance
Voltage
Program Memory
Hold Indicator
Lock Indicator
Trigger Indicator

Wire Feed Speed
Welding Current
Material Thickness Selection
Menu Selection / Press and Hold Function Settings
Trigger Selection
Material Type Selection / Press and Hold
for Manual Welding
Wire Diameter Selection / Press and Hold for TIG Welding
Shielding Gas Selection / Press and Hold for MMA Welding
Standard Process Selection
Special Process Selection
Menu Selection Press and Hold / Job Settings
Inductance
Voltage
Program Memory
Hold Indicator
Lock Indicator
Trigger Indicator
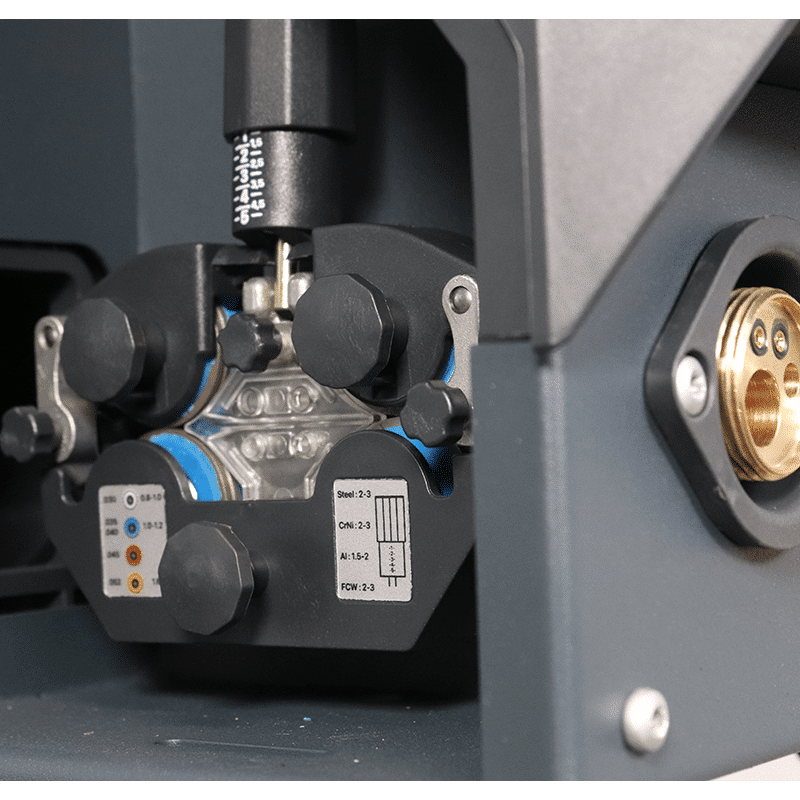
Fitted to the FP 400 and FP 500 Machines, the APT FP4 Wire Feeder Unit is a heavy-duty, separate wire feeding powerhouse, engineered for demanding industrial fabrication environments. Featuring a robust 4-roll wire drive assembly that ensures positive, slip-free feeding and perfect consistency even when utilising extended interconnecting cable packages. Optimised for advanced digital synchronisation, effortlessly communicating with the main power source to manage the ultra-high-speed 25,000 pulses-per-second wire control loop, facilitating advanced processes like Deep, Root, and Twin-Pulse with flawless arc stability.
High-Performance, modular cooling system engineered specifically as an option for the Forge Pulse FP 353, FP 400 and FP 500 power source models. Designed to handle the extreme thermal demands of high-amperage spray transfer and prolonged pulse welding, the unit delivers consistent torch cooling to protect consumables and maintain arc stability during heavy-duty production cycles.
For maximum efficiency, rather than running continuously at full capacity, the power source actively monitors internal temperatures and torch usage to cycle the water cooler's pump and fan only when required.
The heavy-duty workshop trolley, fitted as standard to the FP 353, FP 400 and FP 500 models, is engineered to turn these industrial power sources into highly mobile, self-contained welding stations. Built to withstand the harsh environments of busy fabrication shops and manufacturing facilities, the trolley features a rugged, reinforced steel chassis that easily supports the combined weight of the power source, an optional water cooling unit, and a full wire feeder package.
Access, View and Download the APT Forge Pulse Machine Booklet (in PDF format), alongside User Manuals, Certificates and other data sheets, Catalogues, Booklets and all other marketing literature assets in the Parweld Documents Library.
Just Go To: www.parweld.info and Search "APT".