
Parweld are excited to announce that we are expanding our filler metal portfolio even further, with additions to our high-performance oxy-fuel product line-up. Introducing XP Brazing Flux Powders and matching range of wires.
The introduction of the XP Brazing Flux range comes in direct response to increasing global demand for high-reliability brazing solutions.
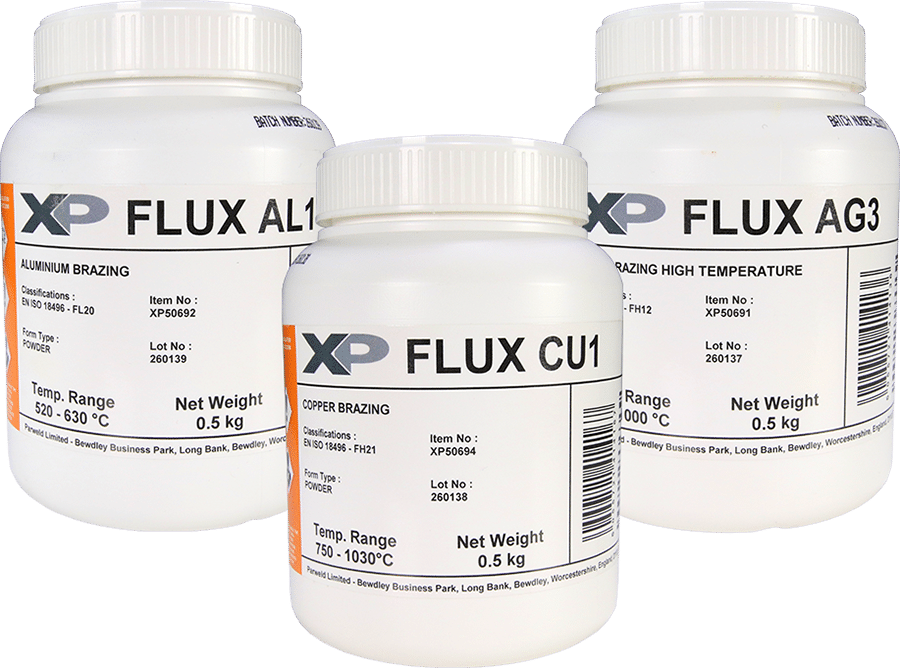
Brazing Flux Powders
Engineered for precision and ease of use, these powders are designed to meet the rigorous standards of professional metalworkers across various industrial sectors by providing a highly stable chemical environment for superior joining. Each formulation in the XP range, from the low-temperature AG1 to the high-heat CU1, acts as a functional temperature indicator that transforms into a clear, liquid state to signal the exact moment for alloy application, effectively eliminating the guesswork that leads to metal distortion or joint failure.
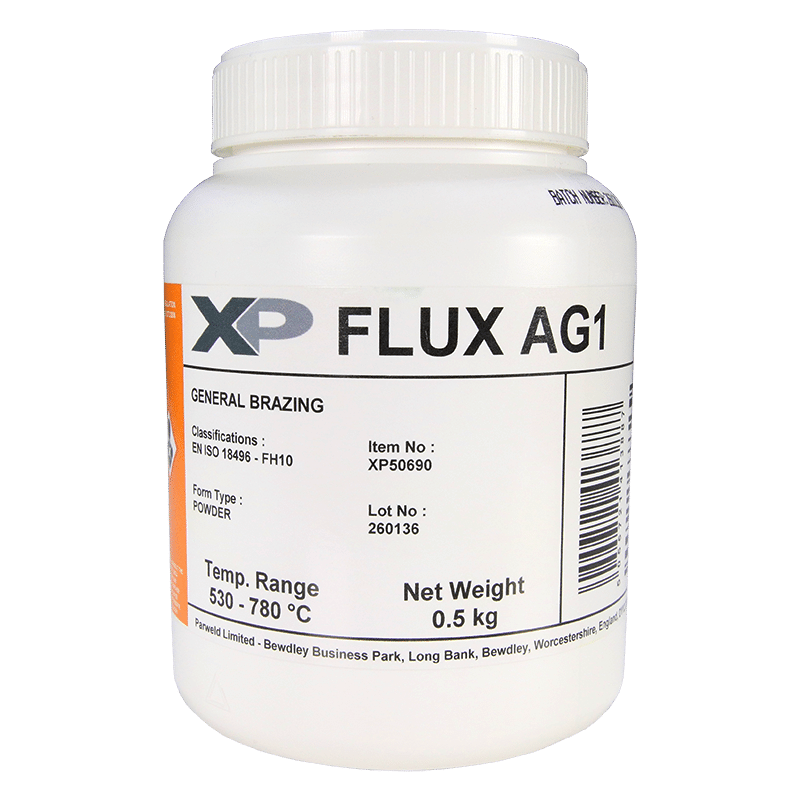
XP Flux AG1
• Suitable For: General Brazing
• 530℃ - 780℃ Temperature Range
• Powder Form Type | 0.5kg NET Weight
• Ideal with the XP BRAZE Ag 140 and Ag 155.
• Classifications: EN ISO 18496 - FH10
• Code: XP50690

XP Flux AG3
• Suitable For: Sliver Brazing - High Temperature
• 600℃ - 1000℃ Temperature Range
• Powder Form Type | 0.5kg NET Weight
• Ideal with the XP BRAZE Ag 140 and Ag 155.
• Classifications: EN ISO 18496 - FH12
• Code: XP50691

XP Flux AL1
• Suitable For: Aluminium Brazing
• 520℃ - 630℃ Temperature Range
• Powder Form Type | 0.5kg NET Weight
• Classifications: EN ISO 18496 - FL20
• Code: XP50692

XP Flux AL2
• Suitable For: Aluminium Welding
• 590℃ - 660℃ Temperature Range
• Powder Form Type | 0.5kg NET Weight
• Classifications: EN ISO 18496 - FL20
• Code: XP50693

XP Flux CU1
• Suitable For: Copper Brazing
• 750℃ - 1030℃ Temperature Range
• Powder Form Type | 0.5kg NET Weight
• Ideal with the XP BRAZE Cu 470, Cu 773, CuP 179, CuP 182, CuP 279, CuP 281 and CuP 284.
• Classifications: EN ISO 18496 - FH21
• Code: XP50694
Silver Solders
Designed for the most demanding joining requirements, our Silver Solder range is engineered to provide exceptional bond strength and superior electrical conductivity across a wide array of dissimilar metals. These high-quality alloys are characterised by their narrow melting ranges and excellent flow properties, allowing for precision brazing in intricate assemblies where heat control is paramount. When used in conjunction with our XP Flux, these solders exhibit deep capillary penetration, creating ductile, corrosion-resistant joints that can withstand significant thermal cycling and mechanical stress.

XP BRAZE Ag 140
• Ag BRAZE 140 is a cadmium-free silver brazing alloy.
• Typically used on ferrous, non-ferrous, and dissimilar alloys for close capillary brazing, such as steel, stainless steel, copper,
and nickel-based alloys.
• Offers a low melting point and excellent flow characteristics.
• 650℃ (Solidus Melting) | 710℃ (Liquidus Melting) | ~720℃ (Recommended Brazing)*
• 500mm Length | 1kg Weight | PAP 20 Tube Packaging
• Diameters = 1.5mm (XP50603) | 2.0mm (XP50605)
• Suitable for use with the XP FLUX AG1 and AG3.
XP BRAZE Ag 140 FC
• Ag BRAZE 140 is a cadmium-free silver brazing alloy.
• Typically used on ferrous, non-ferrous, and dissimilar alloys for close capillary brazing, such as steel, stainless steel, copper,
and nickel-based alloys.
• Offers a low melting point and excellent flow characteristics.
• 650℃ (Solidus Melting) | 710℃ (Liquidus Melting) | ~720℃ (Recommended Brazing)*
• 500mm Length | 1kg Weight | PAP 20 Tube Packaging
• Diameters = 1.5mm (XP50608) | 2.0mm (XP50609)
• Flux/paste not required.
XP BRAZE Ag 155
• Ag BRAZE 155 is a cadmium-free silver brazing alloy.
• Typically used on ferrous, non-ferrous, and dissimilar alloys for close capillary brazing, such as steel, stainless steel, copper,
and nickel-based alloys.
• Offers a low melting point and excellent flow characteristics.
• 630℃ (Solidus Melting) | 660℃ (Liquidus Melting) | ~670℃ (Recommended Brazing)*
• 500mm Length | 1kg Weight | PAP 20 Tube Packaging
• Diameters = 1.5mm (XP50610) | 2.0mm (XP50615)
• Suitable for use with the XP FLUX AG1 and AG3.
XP BRAZE Ag 155 FC
• Ag BRAZE 155 is a cadmium-free, flux coated silver brazing alloy.
• Typically used on ferrous, non-ferrous, and dissimilar alloys for close capillary brazing, such as steel, stainless steel, copper,
and nickel-based alloys.
• Offers a low melting point and excellent flow characteristics.
• 630℃ (Solidus Melting) | 660℃ (Liquidus Melting) | ~670℃ (Recommended Brazing)*
• 500mm Length | 1kg Weight | PAP 20 Tube Packaging
• Diameters = 1.5mm (XP50630) | 2.0mm (XP50635)
• Flux/paste not required.
Copper Brazing
Engineered for high-performance thermal and electrical conductivity, making it the premier choice for applications requiring maximum efficiency in energy transfer. Designed and developed to provide a highly fluid melt pool with exceptional wetting characteristics, ensuring a clean, uniform bead that is both structurally sound and aesthetically superior. By maintaining a high purity level, the range offers excellent corrosion resistance and ductility, allowing joints to withstand the physical stresses of expansion and contraction without cracking.

XP BRAZE Cu 470
• Cu BRAZE 470 is a copper-zinc brazing alloy.
• Typically used on steel, nickel, and copper alloys specifically for brass and bronze welding applications.
• Due to the high zinc content, the heating cycle should be minimised to avoid zinc vaporisation.
• 875℃ (Solidus Melting) | 895℃ (Liquidus Melting) | ~910℃ (Recommended Brazing)*
• 1000mm Length | 2.5kg Weight | PAP 20 Tube Packaging
• Diameters = 1.6mm (XP50671) | 2.5mm (XP50672) | 3.0mm (XP50673)
• Suitable for use with the XP FLUX CU1.
XP BRAZE Cu 470 FC
• Cu BRAZE 470 is a copper-zinc, flux coated brazing alloy.
• Typically used on steel, nickel, and copper alloys specifically for brass and bronze welding applications.
• Due to the high zinc content, the heating cycle should be minimised to avoid zinc vaporisation.
• 875℃ (Solidus Melting) | 895℃ (Liquidus Melting) | ~910℃ (Recommended Brazing)*
• 1000mm Length | 2.5kg Weight | PAP 20 Tube Packaging
• Diameters = 2.5mm (XP50675) | 3.0mm (XP50676)
• Flux/paste not required.
XP BRAZE Cu 470 MC
• Cu BRAZE 470 is a copper-zinc, micro coated brazing alloy.
• Typically used on steel, nickel, and copper alloys specifically for brass and bronze welding applications.
• Due to the high zinc content, the heating cycle should be minimised to avoid zinc vaporisation.
• 875℃ (Solidus Melting) | 895℃ (Liquidus Melting) | ~910℃ (Recommended Brazing)*
• 500mm Length | 2.5kg Weight | PAP 20 Tube Packaging
• Diameters = 2.5mm (XP50678) | 3.0mm (XP50679)
• Flux/paste not required.
XP BRAZE Cu 773
• Cu BRAZE 773 is a high strength, corrosion resistant brass brazing alloy with the addition of nickel.
• Typically used in the joining of steel to steel or carbide to steel.
• Due to the high zinc content, the heating cycle should be minimised to avoid zinc vaporisation.
• 890℃ (Solidus Melting) | 920℃ (Liquidus Melting) | ~940℃ (Recommended Brazing)*
• 1000mm Length | 2.5kg Weight | PAP 20 Tube Packaging
• Diameters = 1.6mm (XP50682) | 2.4mm (XP50683) | 3.2mm (XP50684)
• Suitable for use with the XP FLUX CU1.
XP BRAZE Cu 773 MC
• Cu BRAZE 773 is a high strength, corrosion resistant, flux coated brass brazing alloy with the addition of nickel.
• Typically used in the joining of steel to steel or carbide to steel.
• Due to the high zinc content, the heating cycle should be minimised to avoid zinc vaporisation.
• 890℃ (Solidus Melting) | 920℃ (Liquidus Melting) | ~940℃ (Recommended Brazing)*
• 1000mm Length | 2.5kg Weight | PAP 20 Tube Packaging
• Diameters = 2.5mm (XP50686) | 3.0mm (XP50687)
• Flux/paste not required.
Copper-Phosphorus
Specifically formulated to deliver high-efficiency joining for copper-to-copper and copper-alloy applications, offering a unique “self-fluxing” capability that streamlines the brazing process. By incorporating a precise percentage of phosphorus, these alloys act as their own deoxidizing agent when used on pure copper, reducing both material costs and post-braze cleaning requirements. This product produces robust, vibration-resistant bonds that maintain structural integrity under thermal cycling, ensuring long-term reliability in pressurised systems while meeting the rigorous performance standards expected by professionals worldwide.

XP BRAZE CuP 179
• CuP BRAZE 179 is a copper-phosphorus brazing alloy.
• Typically used to join copper-to-copper or copper based base materials (e.g. bronze / brass).
• Copper-to-copper joints are self-fluxing due to the phosphorus content.
• 710℃ (Solidus Melting) | 890℃ (Liquidus Melting) | ~760℃ (Recommended Brazing)*
• 500mm Length | 1kg Weight | PAP 20 Tube Packaging
• Diameters = 1.5mm (XP50645) | 2.0mm (XP50647) | 2.5mm (XP50648) | 3.0mm (XP50649)
• Suitable for use with the XP FLUX CU1.
XP BRAZE CuP 182
• CuP BRAZE 182 is a copper-phosphorus brazing alloy.
• Typically used to join copper-to-copper or copper based base materials (e.g. bronze / brass)
• Copper-to-copper joints are self-fluxing due to the phosphorus content.
• 710℃ (Solidus Melting) | 770℃ (Liquidus Melting) | ~720℃ (Recommended Brazing)*
• 500mm Length | 1kg Weight | PAP 20 Tube Packaging
• Diameters = 1.5mm (XP50650) | 2.0mm (XP50651) | 2.5mm (XP50652) | 3.0mm (XP50653)
• Suitable for use with the XP FLUX CU1.
XP BRAZE CuP 279
• CuP BRAZE 279 is a silver-copper-phosphorus brazing alloy.
• Typically used to join copper-to-copper or copper based base materials (e.g. bronze / brass).
• Copper-to-copper joints are self-fluxing due to the phosphorus content.
• 645℃ (Solidus Melting) | 825℃ (Liquidus Melting) | ~740℃ (Recommended Brazing)*
• 500mm Length | 1kg Weight | PAP 20 Tube Packaging
• Diameters = 1.5mm (XP50655) | 2.0mm (XP50656) | 2.5mm (XP50657) | 3.0mm (XP50658)
• Suitable for use with the XP FLUX CU1.
XP BRAZE CuP 281
• CuP BRAZE 281 is a silver-copper-phosphorus brazing alloy.
• Typically used to join copper-to-copper or copper based base materials (e.g. bronze / brass).
• Copper-to-copper joints are self-fluxing due to the phosphorus content.
• 645℃ (Solidus Melting) | 815℃ (Liquidus Melting) | ~720℃ (Recommended Brazing)*
• 500mm Length | 1kg Weight | PAP 20 Tube Packaging
• Diameters = 1.5mm (XP50660) | 2.0mm (XP50661) | 2.5mm (XP50662) | 3.0mm (XP50663)
• Suitable for use with the XP FLUX CU1.
XP BRAZE CuP 284
• CuP BRAZE 284 is a silver-copper-phosphorus brazing alloy.
• Typically used to join copper-to-copper or copper based base materials (e.g. bronze / brass).
• Copper-to-copper joints are self-fluxing due to the phosphorus content.
• 645℃ (Solidus Melting) | 800℃ (Liquidus Melting) | ~705℃ (Recommended Brazing)*
• 500mm Length | 1kg Weight | PAP 20 Tube Packaging
• Diameters = 1.5mm (XP50665) | 2.0mm (XP50666) | 2.5mm (XP50667) | 3.0mm (XP50668)
• Suitable for use with the XP FLUX CU1.
Yes. Flux residues are often corrosive if left on the metal for long periods. Once the joint has cooled naturally:
- Use warm water and a wire brush to remove the residue.
For heavier industrial applications, mechanical cleaning (grinding or sanding) may be required.
Brazing flux is a chemical cleaning agent used to prevent the formation of metal oxides during heating. The XP Flux range ensures the base metal remains clean and “wetable,” allowing the filler metal to flow smoothly into the joint via capillary action for a stronger, leak-proof bond.
There are two common methods for applying our powder flux:
- The “Hot-Rodding” Method: Heat the end of your brazing rod with a torch and dip it into the XP powder. The heat causes the powder to stick to the rod, which you then transfer to the joint.
The Paste Method: Mix the XP powder with a small amount of water or alcohol to create a paste. Brush this directly onto the joint surfaces before heating.
XP Flux acts as a built-in temperature indicator. As you heat the joint, the flux will first bubble and then turn into a clear, liquid-like state (resembling water) at approximately 590°C (1100°F). This is your signal that the base metal is ready to accept the filler alloy.
The XP range is optimized for ferrous and non-ferrous metals (Steel, Cast Iron, Copper base alloys, and Nickel).
Note: If you are joining Copper-to-Copper, many of our phosphorus-bearing alloys are “self-fluxing” and may not require additional flux. However, when joining Copper-to-Brass or Copper-to-Steel, XP Flux is essential.
Keep the containers tightly sealed in a cool, dry, and well-ventilated place. Powder flux is sensitive to moisture; if left open, it can “cake” or become lumpy. Always use the “first-in, first-out” method for your inventory.
Ventilation: Always work in a well-ventilated area to avoid inhaling brazing fumes.
PPE: Wear appropriate eye protection and protective gloves.
Hygiene: Wash hands thoroughly after handling flux and before eating or smoking.

