XTM 221Di
200A 5 in 1 Multi-Process Inverter Machine






XTM 221Di
200A 5 in 1 Multi-Process Inverter Machine
£0.00
For More Info Please Call Sales:
UK & Éire Sales:
Rest of the World ( Export ) Sales:
Please Call Sales To Place An Order:
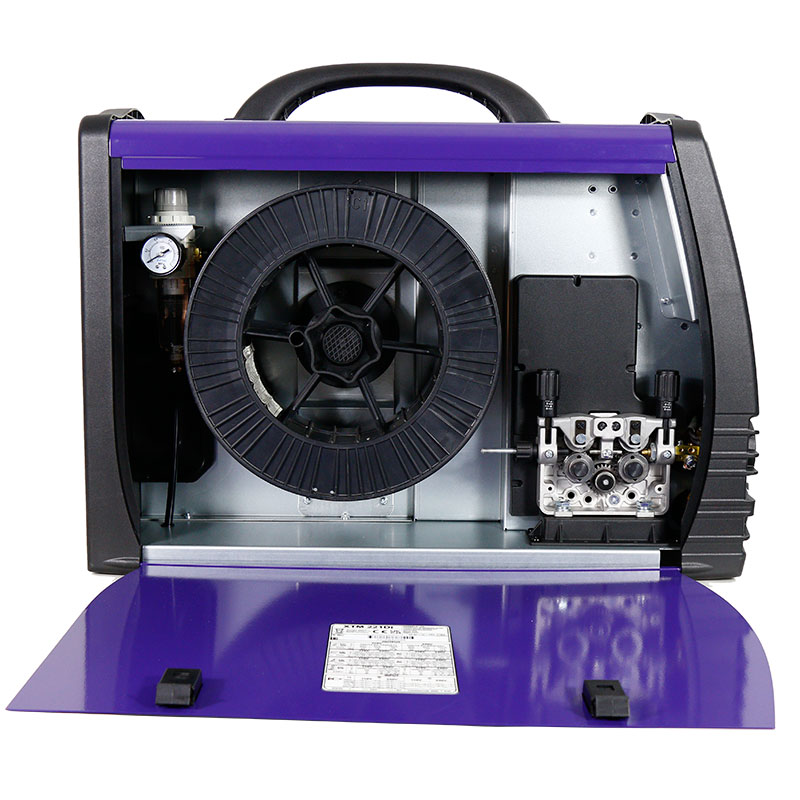
The 5 in 1 Multi-Process, XTM 221Di MIG Machine is ideal for the welding of Steels, Stainless Steels and Aluminium using the MIG, AC TIG, DC TIG and MMA processes, as well as cutting and gouging using the Plasma process. The machine uses auto polarity switching so there is no need to change the work lead connections on the front of the machine. Instant swapping between the PLASMA, MIG & TIG processes with one touch of the torch trigger makes it well suited to multi process workshops. The multi-language digital user interface rapidly gets you to the correct machine setting with minimal process knowledge, on site or in the workshop.
Key Features Include:
- Multi-Language Easy to Follow Digital Interface
- Large High Quality Colour Screen
- HF Start Pulse TIG Function – For Superior Arc Control
- Rapid Synergic Setup for MIG, TIG and MMA Welding
- Rapid Synergic Setup for PLASMA Cutting
- Dual Voltage 110V / 230V
| Weight | 30 kg |
|---|---|
| Dimensions | 650 × 275 × 495 mm |
| Phase | Single Phase |
| Machine Style | Compact, Portable |
| Machine Type | Inverter |
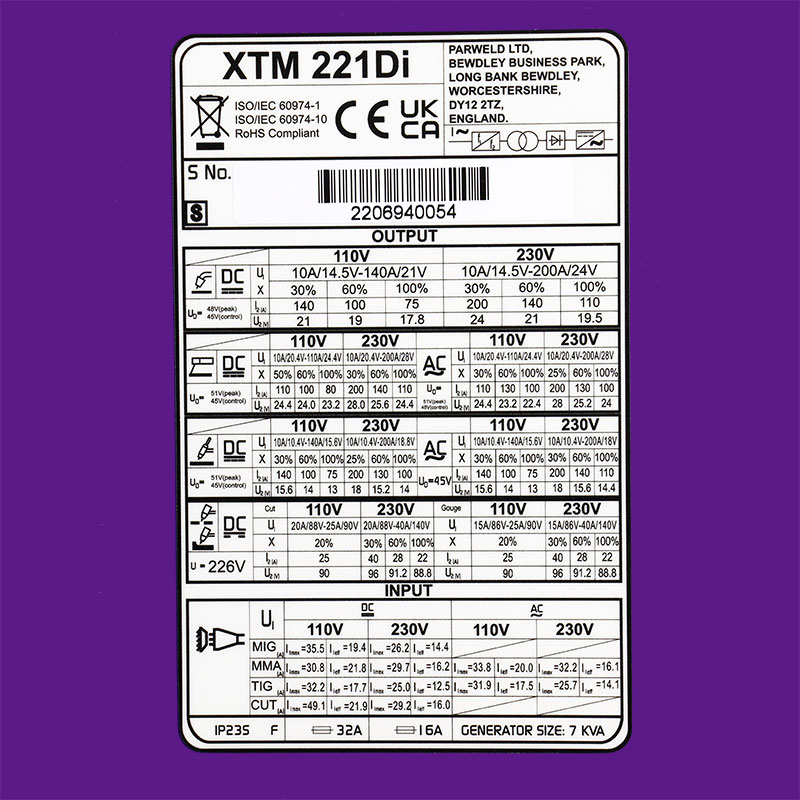
| Maximum Current | 140A DC, 200A DC |
| Maximum Current (PLASMA) | 25A (110V), 40A (230V) |
| Duty Cycle | 200A @ 30% Duty Cycle |
| Input Voltage | 110V 1P, 230V 1P, Dual Voltage, Smart Switching |
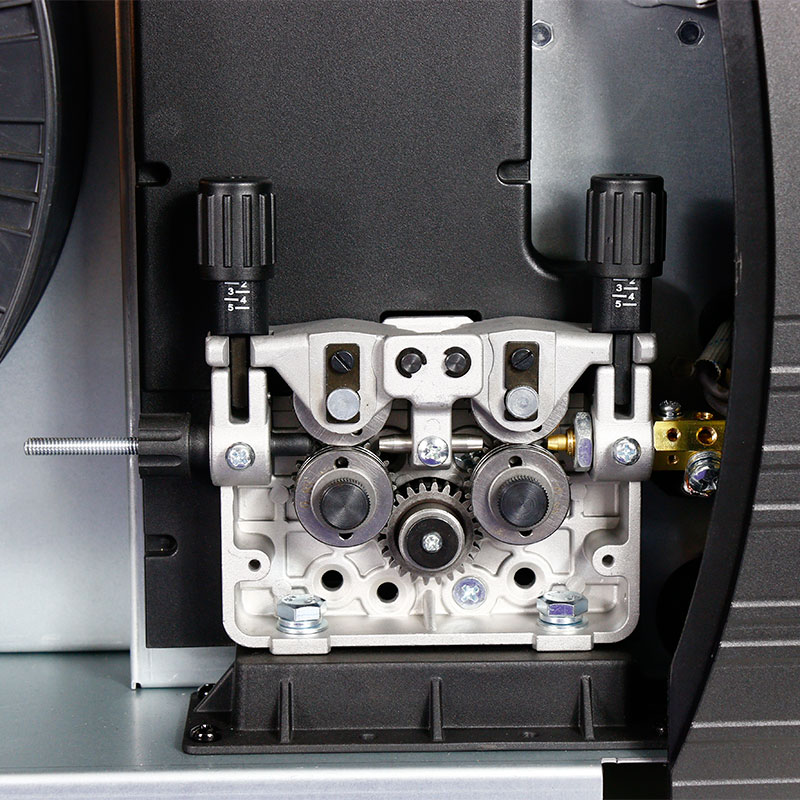
| Feed Box | 4 Roll Drive |
| Input Current (Eff) | MIG – 21.4A @ 110V / 15A @ 230V, TIG – 20.5 @110V / 11.3A @ 230V, MMA – 20.6 @110V / 15.4A @ 230V |
| Output Current (Maximum) | MIG – 140A (110V) 200A (230V), TIG – 140A (110V) 200A (230V), MMA – 110A (110V) 200A (230V), PLASMA – 25A (110V) 40A (230V) |
| Output | DC |
| Wire Size | 0.6-1.0mm |
| Spool Size | 200mm (5kg), 300mm (15kg) |
| Minimum Fuse Rating | 16A, 32A |
| KVA | 7.4 |
| Generator Size (Requires AVC) | 10 KVA |
| Enclosure Protection | IP23S |
| Cooling | Air, Fan, Forced |
| Comes With | 3 x Gas Hoses, 3m Earth Cable, 3m Input Cable, CKE MMA Lead, Digital User Interface, Multi-Language Functions |
| Special Features | Digital User Interface, Pulse TIG function for superior arc control, Smart Switching Dual Voltage, Synergic Control, Synergic Welding Rapid Set Up |
| Warranty | 5 Year Warranty |
| Conforms To | IP23S, ISO/IEC 60974-1, ISO/IEC 60974-6 & RoHS compliant |
Share Product Via:
Featured Products:
Related products
-

XTE 181C
185A Automotive MIG Machine
-

XTS 907 Water Cooler
High Performance Unit
-

Remote Control
RC10-5
-

Water Cooler Accessories
Component Options and Attachment Kits
You may also like…
-

XTM 211Di
200A 4 in 1 Multi-Process Inverter Machine
-

Wireless Foot Control
XTI 903
-

XTM 201Di
200A 3 in 1 Multi-Process Inverter Machine
-

TR007 Trolley
Inverter Trolley